
Как известно, при ремонте двигателя недостаточно только расточить его цилиндры в ремонтный размер, поверхность цилиндра для дальнейшей нормальной работы двигателя необходимо в обязательном порядке отхонинговать, в результате чего на поверхности цилиндра образуется так называемая «хоновая сетка», которая помогает удерживать на поверхности цилиндра масло, так необходимое для смазки поршневых колец в процессе работы двигателя. Цилиндр после хонингования становится матовым, так как хоновая сетка имеет определенную глубину рисок и угол их наклона. По технологическому процессу при изготовлении новых блоков цилиндров и гильз на заводах хонинговка также идет чистовой операцией после расточки.
Рассмотрим ставший сейчас распространенным случай хонинговки гильз грузовиков. Связано это с тем, что импортные грузовики, как правило, имеют не монолитный блок, а гильзованный. Они не имеют поршней ремонтных групп, как мы привыкли. Поршни рекомендуется заменять вместе с гильзами. Это быстро и технологично, но не всегда, особенно в кризис, экономически обосновано. Встречаются случаи, когда поршень с кольцами вынимается из гильзы не по вине износа цилиндропоршневой группы, а как следствие ремонта других деталей и узлов. Это требуется технологически, например, для съема коленвала или реставрации посадочных мест под гильзы в блоках цилиндров. В этих случаях цилиндропоршневая группа оказывается просто заложницей ситуации. Назад грамотно собрать все ее детали без хонинговки гильз уже не удастся, а заменять ее полностью на новую очень дорого и бессмысленно. Вполне достаточно в такой ситуации ограничиться заменой колец, грамотно обработав блок и гильзы. Это позволяет сэкономить на покупке гильз и поршней, если они не требуют замены. А это в наше время да в грузовом иностранном двигателе стоит немалых денег.
На поверхность цилиндра и торцы колец завод-изготовитель наносит некоторую шероховатость. За счет нее в процессе обкатки детали имеют возможность точно притереться друг к другу. Поэтому при разборке двигателя можно видеть блестящие торцы поршневых колец и опорную хоновую сетку либо уже то, что от нее осталось. Это и есть вид точно притертых друг к другу деталей. В процессе работы двигателя из-за неравномерного износа еще формируется эллипсность и овальность форм ранее цилиндричных гильз. Притертые кольца со временем тоже приобретают форму овала. Именно поэтому, если детали с такими сложными геометрическими формами разобрать, то назад с прежней точностью уже не поставить! Получится, что в один овал (цилиндр двигателя) будет вставлен другой овал (поршневое кольцо). Два овала никогда не прилягут друг к другу! В результате образуется щель, через которую будут прорываться газы. Вместе с этим возникнут проблемы: падение компрессии, расход масла, дымление.
Правило №1 для механиков: либо ничего не вынимать, тогда все как работало, так и будет работать в рамках заложенного ресурса, либо, если пришлось-таки разобрать притертую пару, снова наносить на детали необходимые шероховатости, чтобы они могли опять притереться. Другого пути нет. Нанести такую шероховатость на торцы поработавших колец невозможно! Их придется заменить на новые, а геометрию и шероховатость блока либо гильзы поправить, например, той самой американской хонинговальной головкой SUNNEN-AN112, с помощью которой хонинговались двигатели рефрижераторов. Сначала надо нанести опорную хоновую сетку, она поправит и небольшую овальность, эллипсность цилиндра. На опорную сетку нанести вспомогательную. Она содействует притирке колец. Но увидеть вспомогательную хоновую сетку можно только на новых деталях – до первого старта мотора! В процессе обкатки она сотрется и с цилиндра, и с торца колец. Больше ее никто никогда не увидит! Этим и пользуются недобросовестные механики. «Поменяю колечки и машину на рынок!» – типовая фраза таких «специалистов».
Итак, в процессе обработки нам надо было «сбить глянец» с гильз – «взлохматить» их поверхность, чтобы дать возможность новым кольцам притереться к ним. Такую тонкую чистовую операцию практически без съема материала вполне возможно выполнить и своими силами. Для нее не требуются заводские расточный и хонинговальный станки, достаточно портативного американского хонинговального станка с легкосборной станиной SUNNEN-AN112.
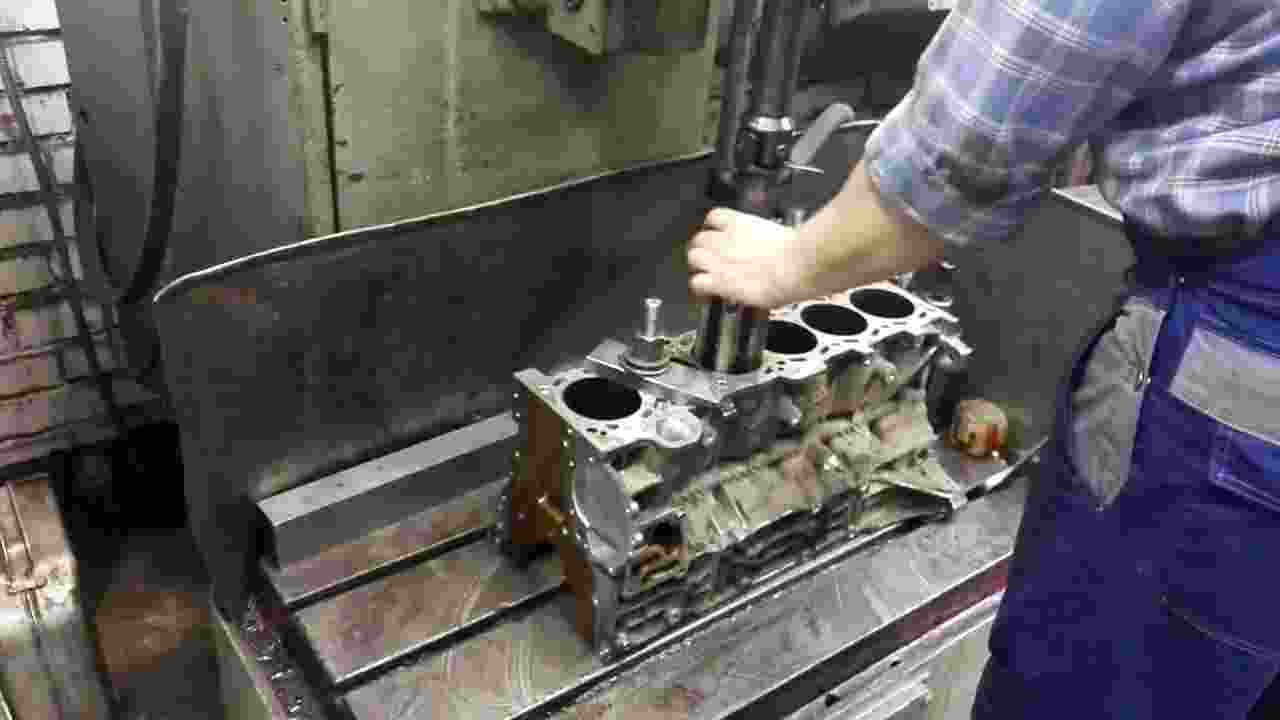
Первая особенность, с которой пришлось столкнуться в процессе хонинговки, в том, что диаметры цилиндров грузовых двигателей значительно больше диаметров легковых, поэтому потребовались бруски для увеличенного диаметра.
Во-вторых, в отличие от легковых двигателей, блок цилиндров грузовиков гильзованный, а не цельный, хотя на малотоннажных грузовичках часто встречаются конструкции цельного блока. Гильзы пришлось зажимать для обработки, а для этого было изготовлено специальное приспособление.
В остальном – все, как учили в институте! Нанесли опорную сетку, на нее финишную. Бруски и их зернистость согласовали с фирмами-изготовителями инструмента и самих гильз. «Фирмачи» даже дали проверочный шаблон фирмы «Комбельшмит»! Служит он для быстрой проверки угла наклона рисок путем прикладывания шаблона к нанесенной хоновой поверхности! В процессе такой обработки надо попасть в значения от минимального до максимального угла наклона! Дальше даже известная фирма «Комбельшмит» – корифей в изготовлении поршней – разрешает вставлять их в обработанные таким образом цилиндры! Дело в том, что большие хонинговальные станки SUNNEN имеют практически такую же хонголовку, как портативные. Только привод на станке осуществляет электрика, и управляет всем процессом обработки компьютер. В остальном все то же самое: два бруска плюс две направляющие, что и обеспечивает жесткую подачу брусков. Те же корундовые бруски разной зернистости!
Если же двигатель вашего грузовика требует более серьезной обработки, чем нанесение хоновой сетки на его гильзы и ремонт посадочных мест блока цилиндров под установку гильз, то портативными технологиями уже не обойтись. Двигатель придется разбирать, детали отмывать и везти для дальнейшей обработки на завод.